صنایع دارویی
طراحی و ساخت دستگاههای مورد نیاز صنایع دارویی
مورد استفاده در تمام صنایع دارویی که از حساسیت بالایی برخوردار است
صنایع غذایی
طراحی و ساخت دستگاههای مورد نیاز صنایع غذایی و مواد شوینده
انواع مواد غذایی و مواد شوینده و صنایعی که حساسیت کمتری نسبت به صنایع دارویی دارد
Trolley
تی شوی نظافت استیل
مناسب برای مکانهایی که از حساسیت بالایی نسبت به نظلفت برخوردار هستند
Vial Filling Line
دستگاه پر کن ویال
قابلیت پر کردن مایعات داخل ویال توسط نازلهای تزریق
Chair
صندلی تمام استیل
اغلب در مکانهایی که حساسیت بالایی از قبیل زنگ زدگی،تمیزی، نظافت و غیره دارد مورد استفاده قرار میگیرد
Rotary Filling
پر کن مایعات
برای طیف گسترده ای از مایعات با ویسکوزیته یا روانی یا چسبناکی مختلف کاربرد دارند
پر کن ویال
خط کامل
Vial Filling Line
vial labeling machine ؛
خط پر کن ویال جهت شستشوی اتوماتیک ویال، استریل کردن در دمای بالا، پر کردن اتوماتیک حجم مشخص، گذاشتن درپوش و چسباندن لیبل طراحی شده که خط پر کن نامیده میشود.
با قطع شدن برق، پس از اتصال مجدد برق، دستگاه بدون فرمان اپراتور راه اندازی نخواهد شد.
یک سیستم برق اضطراری (UPS) اطلاعات سیستم را در هنگام قطع برق حفظ خواهد کرد.
سنسورهای دستگاه با مشاهده برخی مشکلات حرکت را متوقف خواهند کرد.
دمای تونل استریل در حالت ایمن در دمای مد نظر نگه داشته میشود.
برای خروج ازاین حالت، اپراتور سیستم را ریست می کند. این عمل آسیبی به اپراتور، ویالها و یا ماشین وارد نخواهد کرد.
توقف دستگاه
Close
حالت توقف دستگاه
با زدن کلید اضطراری درب دستگاه باز شود.
ورودی ویالها تمام شوند.
مسیرهای داخلی دستگاه و یا خروجی مسدود شوند.
نکته:برای جلوگیری از شوک دمایی در صورت خاموش شدن تونل استریل دمای آن در طول 60 دقیقه به دمای محیط کاهش پیدا میکند.
آلارم دستگاه
Close
حالت نمایش آلارم دستگاه
کاهش دمای نسبی تونل
کاهش فشار آبهای ورودی یا هوای استریل ورودی
خارج از رنج شدن دمای هوا و آبهای ورودی
تغییرات خارج از رنج دما یا فشار داخلی دستگاه
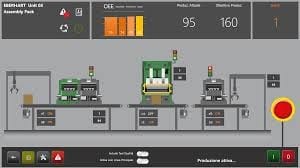
بر روی هر قسمت دستگاه پر کن اتوماتیک یک پانل اپراتوری HMI نصب میشود. اطلاعات مربوط به وضعیت کارکرد، تنظیمات، آلارمها و کنترلهای مورد نیاز را در اختیار اپراتور قرار خواهد داد. اطلاعات مورد نظر دستگاه vial filling line در بانک اطلاعاتی دستگاه ذخیره میشود.
ارتباط اپراتور با سیستم از طریق رمز ورود و با سطوح مختلف دسترسی خواهد بود.
اپراتور سرپرست قادر خواهد بود پارامترهای زیر را در vial filling line تنظیم کند:
تعداد تولید
حجم تزریق هر ویال
تعیین حدود مورد نظر دما برای تمامی قسمتها
تعیین حدود مورد نظر فشار برای تمامی قسمتها
کالیبره کردن مکانی روبوت تزریق
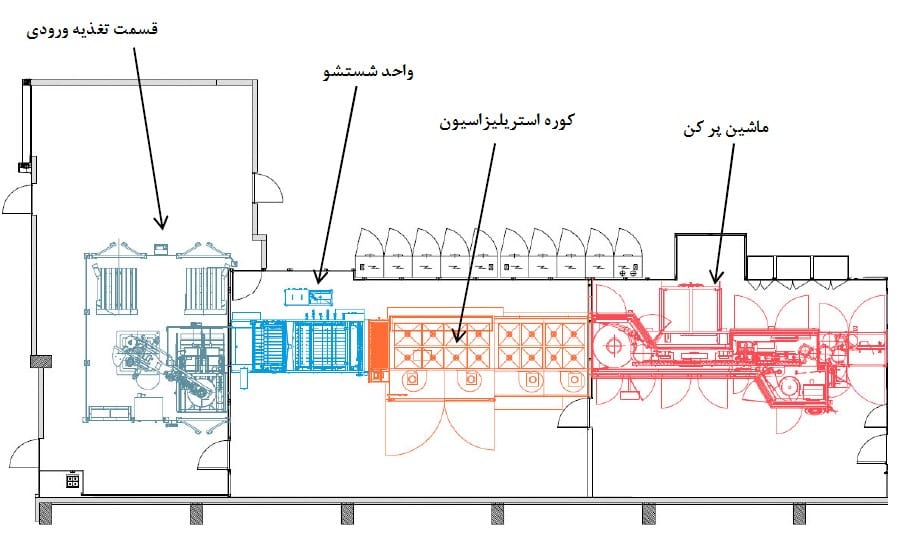
اجزای تشکیل دهنده دستگاه Vial Filling Line
قسمت شستشو
تونل استریل در دمای بالا
ماشین پرکن
قسمت درپوش گذاری
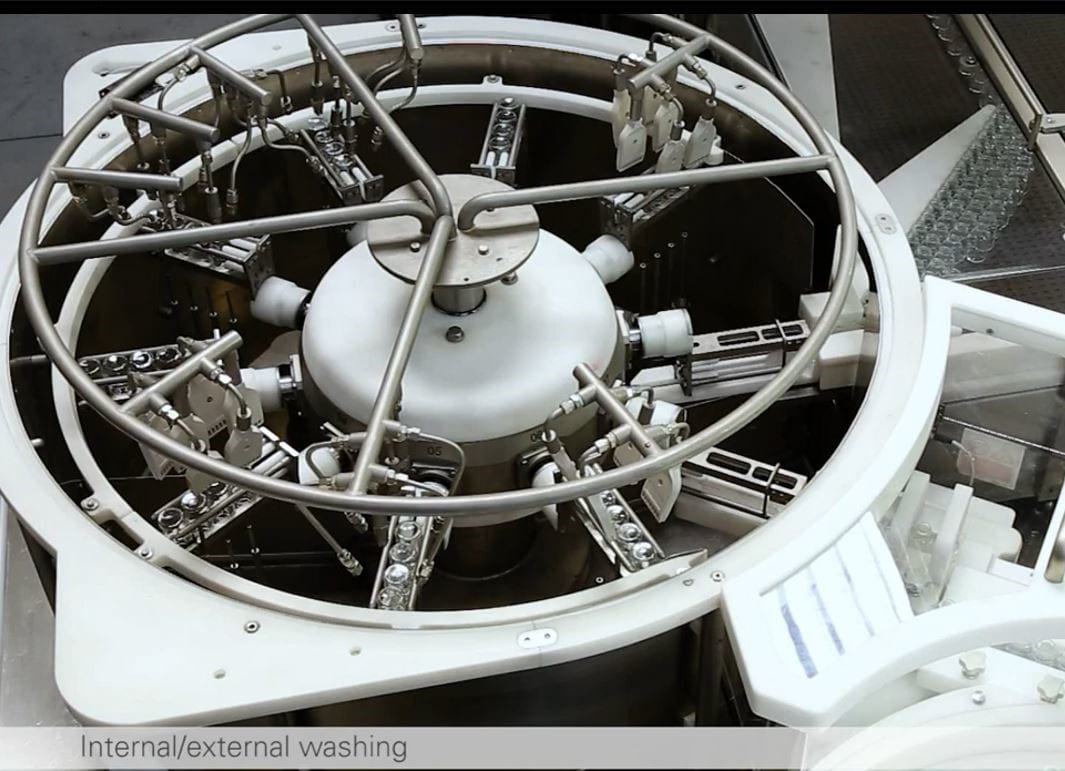
شستشو
در این قسمت از دستگاه Vial Filling Line ویالها شستشو اولیه داده میشوند.
خط پر کن ویال
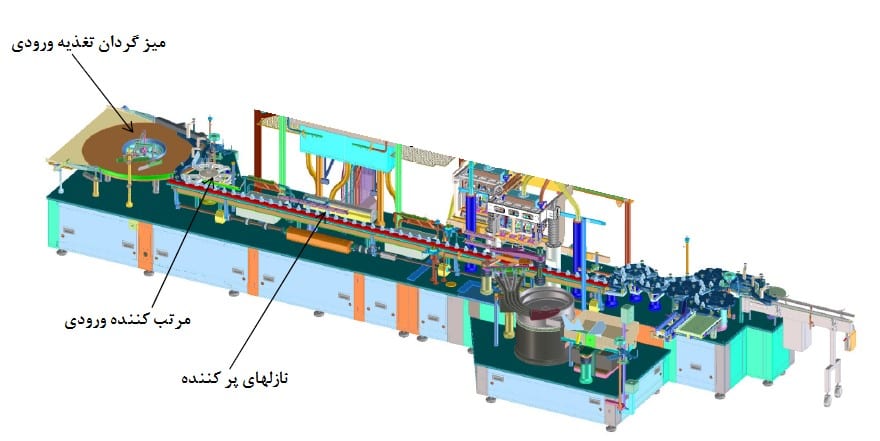
قسمت شستشو
تغذیه قسمت شستشو در خط پر کن ویال توسط میز گردان انجام میگردد.
ورودی میز گردان که ویالها در دستههای 6 یا 8 تایی تقسیم میشوند توسط اپراتور بر روی میز ایندکس تغذیه میشود.
مرحله اول پس از وارونه شدن توسط میز ایندکس، هوای تمیز به داخل آنها دمیده میشود.
پس از شستشو توسط آب PW، ویالها توسط آب WFI و هوای استریل شستشو و خشک میشوند.
آب خروجی شستشوی قسمت PW به خروجی فاضلاب هدایت میشود. خروجی قسمت WFI جهت استفاده مجدد به عنوان آب PW در داخل مخزن جمع آوری میشود.
چرخش میز گردان توسط سیستم استپ موتور و گیربکس و چرخش میز ایندکس توسط سرو موتور و گیربکس خواهد بود.
قطعات استفاده شده در دستگاه (Vial Filling Line) از جنس PTFE و استنلس استیل 304L ساخته میشوند .
سیستم کنترل قسمت شستشو مستقل از بقیه قسمتهای خط میباشد. کنترل توسط PLC و HMI انجام خواهد شد.
برق مورد نیاز قسمت شستشو تک فاز 220 ولت و مصرف توان حداکثر 3 کیلو وات خواهد بود.
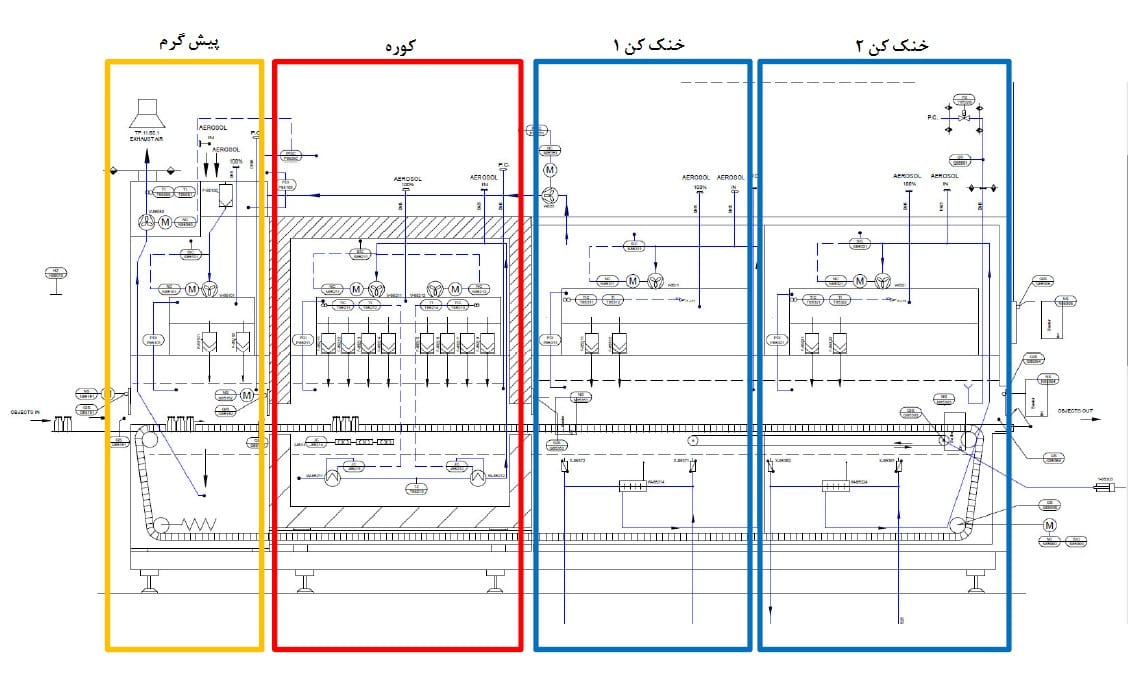
تونل استریل در دمای بالا
در این قسمت از دستگاه vial filling line ویال ها استریل میشوند.
تونل استریل خط پر کن ویال
کانوایر ورودی تونل در ناحیه Infeed از جنس pvc و کانوایر داخلی تونل استریل از جنس توری استنلس استیل خواهد بود.
فشار دیفرانسیل هوا در منطقه گرما همیشه باید نسبت به منطقه خنک کننده، منطقه تزریق و محیط خارجی مثبت باشد.
تونل دارای دو فیلتر HEPA با گرید H13 و همچنین دارای یک فیلتر با گرید H14 خواهد بود.
در صورت تغییر دمای تنظیمی تونل؛ دما در مدت حداکثر 60 دقیقه متعادل خواهد شد.
هوای محیط با عبور از فیلتر هپا وارد محفظه گرما و از طرفین تونل وارد قسمتهای پیش گرم میگردد.
مابین قسمتهای مختلف تونل استریل دریچههای تنظیم هوا وجود دارد که توسط آنها اختلاف فشار بخشهای مختلف تونل تنظیم میگردد .
سرعت هوا در داخل تونل 5 m/s خواهد بود.
تونل استریل دارای قسمت خنک کن نهایی بوده که این قسمت دارای لامینار مستقل با فیلتر هپا H14 میباشد که دمای ویال ها تا دمای 25 درجه سانتیگراد کم میشوند.
هوای سرد مورد نیاز این قسمت توسط آب خنک تولیدی توسط چیلر ایجاد میشود. تامین سیستم چیلر و آب خنک بر عهده کارفرما میباشد.
کنترل دستگاه و الکتریکال
کنترل دستگاه پر کن ویال ( vial filling line ) توسط PLC و HMI انجام خواهد شد.
اجزای الکتریکی و الکترونیکی سیستم از قطعات مرغوب اروپایی موجود در بازار خواهد بود.
برق مورد نیاز قسمت تونل سه فاز 380 ولت و مصرف توان حداکثر 60 کیلو وات خواهد بود.
خط پر کن ویال
قسمت پر کن اتوماتیک
در این قسمت از دستگاه vial filling line ویال ها وارد تونل استریل می شوند.
میز گردان تحویل ویال از تونل استریل
ویالهای خارج شده از تونل استریل بصورت خطی به طرف دستگاه پر کن اتوماتیک هدایت میشوند.
جنس قطعات این بخش از دستگاه ( vial filling line ) PTFE و یا استنلس استیل گرید 304L میباشد.
میز گردان دارای استپ موتور و اینورتر جهت کنترل سرعت حرکت میز میباشد.
بخش پرکردن ویالها
قسمت ورودی پر کن ویالها توسط Star Wheel از ورودی میز گردان به کانوایر منظم انتقال داده میشود.
سیستم حرکتی کانوایر مدولار سروو موتور الکتریکی میباشد تا امکان حرکت قابل کنترل و قابل تنظیم با سرعت نازلهای پرکن بوجود آید.
این بخش نازلهای تزریق که از جنس استنلس استیل 316 هستند میتوان نام برد.
نازلها دارای دو درجه آزادی بوده و درجهت X و Z حرکت میکنند ، مکانیزم حرکت نازلها سروو موتور بوده و این امکان وجود دارد که عملیات پرکردن بدون توقف و همزمان با حرکت ویالها صورت پذیرد.
سنسور موجود در دستگاه پر کن اتوماتیک وجود و عدم وجود ویال را در منطقه پرکن تشخیص میدهد.
پمپهای قسمت پرکن، از نوع پیستونی و از جنس سرامیک گرید دارویی خواهند بود.
این پمپها مواد دارویی را از داخل مخزن مکش کرده و به داخل ویال تزریق میکنند.
مکانیزم محرک پمپها سروو موتور بوده و تمام پمپها را همزمان تحریک میکند و به دلیل وجود سروو موتور از دقت بالایی برخوردار خواهد بود.
توسط دوربین و سیستم پردازش تصویر پر شدن ویالها چک خواهند شد.
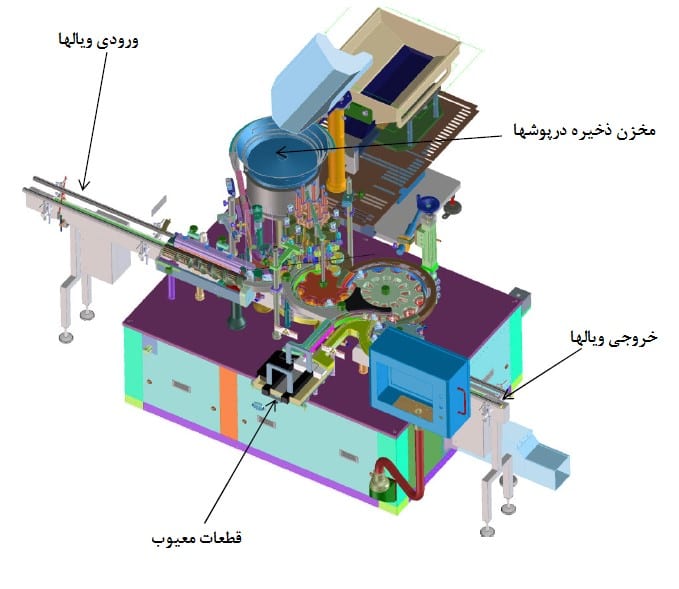
قرار گیری در پوش لاستیکی و فلزی
در این بخش از vial filling line درپوشهای فلزی و لاستیکی گذاشته میشود.
ایستگاه قرار گیری در پوش لاستیکی
در این بخش از دستگاه ( vial filling line )، یک دستگاه هاپر جهت سورت کردن درپوشهای لاستیکی وجود دارد.
درپوش گذاری بصورت دو عدد دیسک دوار میباشد. دیسک اول در پوشها را از ریل گرفته و به فکهای دیسک دوم تحویل میدهد.
درپوشها توسط نیروی وکیوم برداشته شده و در محل مناسب به ویال نزدیک شده وروی آن قرار میگیرد.
در پوشهای لاستیکی به دو صورت نیمه و کامل بر روی ویال قرار میگیرند.( تغییر نحوه قرار گیری درپوش توسط تعویض هدهای دستگاه انجام میگیرد )
توسط سنسور دستگاه پر کن اتوماتیک ، وجود و عدم وجود در پوش لاستیکی چک میشود.
ویالهای دارای مشکل پر شدن و یا درپوش ، از مسیر خارج میشوند.
ویالهای پر شده داخل سینی مخصوص جهت انتقال دستی به قسمت فریزدرایر جمع میگردد.
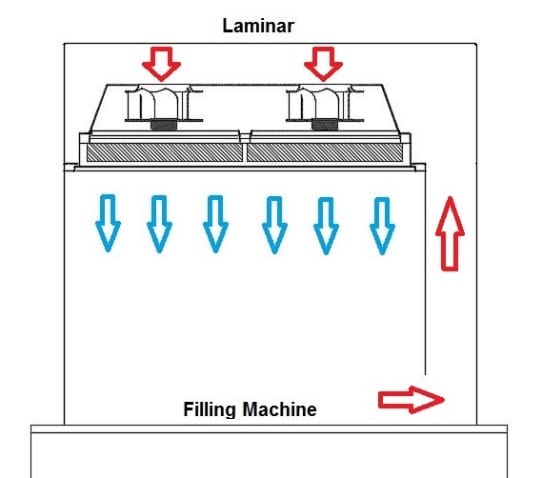
قسمت پر کن توسط یک کاور شیشه ای پوشانده شده که دارای فشار مثبت داخلی خواهد بود.
محفظه دستگاه پر کن ویال دارای Laminar کلاس A خواهد بود
سیستم کنترل قسمت پر کن مستقل از بقیه سیستم می باشد.
اجزای الکتریکی و الکترونیکی سیستم از قطعات مرغوب اروپایی موجود در بازار خواهد بود.
لامینار
با استفاده از لامینار به دلیل وجود فیلترهای هپا با کلاسهای استاندارد گرید دارویی هوای استریل مورد نیاز خط تولید برای ایجاد فشار مثبت تامین میگردد.
طراحی وساخت بر اساس استانداردهای معتبر خواهد بود.
دیوارههای دستگاه عایق بوده و امکان ورود آلودگی به سیستم وجود نخواهد داشت.
هوا پس از عبور از فیلترهای اولیه توسط فنهای سانتریفیوژ بکوارد، به طرف فیلترهای هپا دمیده میشود و پس از فیلتر شدن،جریان ملایم هوای استریل در دستگاه ایجاد می کند
قسمت درپوش فلزی
تغذیه دستگاه caping توسط میز گردان انجام میگردد و لود کردن ویالها برای میز گردان توسط اپراتور انجام میگردد.
درپوشهای فلزی توسط هاپر سورت شده و توسط ریل تا روی ویالها منتقل شده و در هنگاه عبور ویال روی آن قرار میگیرد.
عمل crimping درپوش فلزی توسط مکانیزم پرس دیسکی انجام میگردد.
وجود درپوش فلزی توسط سنسور کنترل میگردد و ویالهای بدون درب ازخط تولید خارج میشوند.